前言
本部分按照GB/T 1.1-2009給出的規則起草。
JC/T 2126《水泥制品工藝技術規程》分為七個部分:
——第1部分:混凝土與鋼筋混凝土排水管;
——第2部分:預應力混凝土管;
——第3部分:預應力鋼筒混凝土管;
——第4部分:自應力混凝土輸水管;
——第5部分:環形混凝土電桿;
——第6部分:先張法預應力混凝土管樁;
——第7部分:硅酸鈣板/纖維水泥板。
本部分為JC/T 2126的第5部分。
本部分由中國建筑材料聯合會提出。
本部分由全國水泥制品標準化技術委員會(SAC/TC 197)歸口。
本部分負責起草單位:中國混凝土與水泥制品協會、徐州三元桿塔有限公司。
本部分參加起草單位:蘇州混凝土水泥制品研究院、青州市海煜重工有限公司、山東電力管道工程公司。
本部分主要起草人:魏從九、單慶威、張吟秋、沈麗華、高敏華、趙德存、沈冰、張慶歡。
本標準為首次發布。
1 范圍
本部分規定了環形混凝土電桿生產用原材料、生產工藝以及運輸和貯存等技術要求。
本部分適用于按GB/T 4623生產的環形預應力混凝土電桿、環形部分預應力混凝土電桿和環形鋼筋混凝土電桿。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB 175 通用硅酸鹽水泥
GB/T 700 碳素結構鋼
GB/T 701 低碳鋼熱軋圓盤條
GB 748 抗硫酸鹽硅酸鹽水泥
GB 1499.1 鋼筋混凝土用鋼 第1部分:熱軋光圓鋼筋
GB 1499.2 鋼筋混凝土用鋼 第2部分:熱軋帶肋鋼筋
GB/T 1591 低合金高強度結構鋼
GB/T 1596 用于水泥和混凝土中的粉煤灰
GB/T 2103 鋼絲驗收、包裝、標志及質量證明書的一般規定
GB/T 4623 環形混凝土電桿
GB/T 5223 預應力混凝土用鋼絲
GB/T 5223.3 預應力混凝土用鋼棒
GB 8076 混凝土外加劑
GB/T 14684 建設用砂
GB/T 14685 建設用卵石、碎石
GB/T 18046 用于水泥和混凝土中的粒化高爐礦渣粉
GB/T 18736 高強高性能混凝土用礦物外加劑
GB 50010 混凝土結構設計規范
GB 50204 混凝土結構工程施工質量驗收規范
JC/T 364 環形預應力混凝土電桿鋼模
JC/T 540 混凝土制品用冷拔低碳鋼絲
JC/T 822 水泥制品工業用離心成型機技術條件
JGJ 18 鋼筋焊接及驗收規程
JGJ 19 冷拔低碳鋼絲應用技術規程
JGJ 63 混凝土用水標準
3 原材料
3.1 水泥
3.1.1 水泥宜采用硅酸鹽水泥、普通硅酸鹽水泥、礦渣硅酸鹽水泥、快硬硅酸鹽水泥、抗硫酸鹽硅酸鹽水泥。其性能應分別符合GB 175和GB 748的規定。電桿生產用水泥強度等級為:
a)預應力混凝土電桿用水泥強度等級不宜低于42.5級;
b)鋼筋混凝土電桿用水泥強度等級不宜低于32.5級。
3.1.2 不同廠商、不同品種、不同強度等級的水泥應按進廠順序分別存放,做到先進先用,存放期不宜超過三個月,過期或對質量有懷疑時,需按規定重新檢驗,合格后方可使用。
3.1.3 使用袋裝水泥時,不同廠商、不同品種、不同強度等級的水泥不應混放,堆垛高度不宜超過12包,庫內應有防潮措施,水泥中不應有雜物和結塊。
3.1.4 使用散裝水泥時,不同廠商、不同品種、不同強度等級的水泥不應混放在同一罐內,水泥中不應有雜物和結塊。
3.1.5 水泥進廠時,必須有供方提供的質保書和質量檢驗報告單。
3.2 細骨料
應采用質地堅硬的中粗砂,其細度模數宜為2.3~3.2,含泥量應不大于2%。當混凝土強度等級為C60及以上時,細度模數宜大于2.6,含泥量應小于1%,泥塊含量為0,氯離子含量應不大于0.01%,硫化物及硫酸鹽含量應不大于0.5%;其它各項指標應符合GB/T 14684的規定。
3.3 粗骨料
應采用碎石和卵石,含泥量小于1%,石子最大粒徑應不大于1/2壁厚或鋼筋最小間距的3/4。當混凝土強度等級為C60及以上時,碎石粒徑應不大于25mm,針片狀顆粒含量應不大于5%,含泥量應小于0.5%,泥塊含量為0;使用前應進行篩洗,其它各項要求應符合GB/T 14685的有關規定。
3.4 水
混凝土用水宜采用自來水和潔凈天然水,不得含有影響水泥正常凝結、硬化的有害雜質和油漬,并應符合JGJ 63的規定。
3.5 外加劑
3.5.1 外加劑質量要求應符合GB 8076的規定。
3.5.2 外加劑進廠必須有供方提供的該批材料的檢驗報告和質保書。存放時應掛牌標明品種、生產廠商、數量及進廠日期,外加劑不應混合存放。
3.5.3 外加劑使用前應按照GB 8076的有關規定,經試驗驗證后選用合適的品種并確定其摻量,不得采用含有氯鹽或有害物的外加劑。
3.6 摻合料
3.6.1 摻合料宜采用礦渣微粉、粉煤灰和硅灰等,且應分別符合GB/T 18046、GB/T 1596、GB/T 18736的有關規定。
3.6.2 摻合料進廠必須有供方提供的該批材料的檢驗報告和質保書。存放時應掛牌標明品種、生產廠商、數量及進廠日期,摻合料不應混合存放。
3.6.3 摻合料使用前應按有關規定對其進行檢驗,確認符合電桿用混凝土質量要求時,方可使用。
3.7 鋼材
3.7.1 鋼板圈和法蘭盤的材質性能應符合GB/T 700中Q235B或GB/T 1591中Q345B的規定。
3.7.2 普通鋼筋的技術要求應符合GB 1499.1、GB 1499.2和GB/T 700的規定。
3.7.3 碳素鋼絲、刻痕鋼絲、螺旋肋鋼絲、鋼棒等預應力鋼筋的技術要求應符合GB/T 5223、GB/T 5223.3和GB/T 2103的規定。
3.7.4 架立圈用鋼筋直徑宜為5mm~10mm,螺旋筋用鋼筋直徑宜為3mm~6mm;架立圈和螺旋筋的材質為Q235B,采用低碳鋼熱軋圓盤條或混凝土制品用冷拔低碳鋼絲,其技術要求應符合GB/T 701、JC/T 540、JGJ 19的規定。
3.7.5 鋼筋不得有頸縮,表面不得有裂紋、損傷。鋼筋表面應潔凈,如有油漬、漆污、浮皮等應在使用前清除干凈。
3.7.6 鋼筋應平直,無局部曲折,成盤的鋼筋或彎曲的鋼筋均應調直。
3.7.7 鋼材應按不同廠商、不同品種、不同規格、不同強度等級分別堆放并標識;不應混放,并應避免銹蝕和污染。
3.7.8 鋼材進廠必須有供方提供的該批材料的檢驗報告和質保書。
4 生產工藝
4.1 生產工藝流程
電桿生產工藝流程見圖1。

注1:鋼筋骨架制作包括預應力鋼筋骨架制作和普通鋼筋骨架制作。
注2:鋼筋混凝土電桿不需要張拉工序。
圖1 電桿生產工藝流程圖
4.2 鋼筋骨架制作
4.2.1 鋼筋骨架設計要求
4.2.1.1 鋼筋骨架應按設計圖紙及要求制作。
4.2.1.2 縱向受力鋼筋沿電桿環向均勻布置,其根數不應少于GB/T 4623的規定及設計要求。
4.2.1.3 所有鋼材的品種、規格、數量均應符合設計圖紙的要求;如不符合時,征得設計部門認可,在保證電桿設計要求的前提下,可進行等強度或等面積代換。
4.2.1.4 螺旋筋直徑應符合以下規定:
a)梢徑不大于190mm的錐形桿不小于3mm;
b)錐形桿的梢徑或等徑桿的直徑大于190mm的桿段不小于4mm,或按設計圖紙配置。
4.2.1.5 鋼筋骨架尺寸允許偏差見表1。

4.2.2 鋼筋加工
4.2.2.1 預應力鋼筋經調直、定長切斷后的長度相對誤差應不大于鋼筋總長度的1.5/10000,截面積減少應小于5%,不應有切刀造成的臺階現象。
4.2.2.2 非預應力鋼筋的連接應采用閃光對焊,焊接要求應符合GB 50204的規定,其接頭處的強度應不小于鋼筋本身強度等級要求。
4.2.2.3 當部分預應力混凝土電桿中配置非預應力鋼筋,采用綁扎搭接時,接頭要求應符合GB 50010的規定。
4.2.2.4 鋼筋采用冷拉強化時,應先對接后拉。其冷拉總延伸率對HPB235鋼不大于10%,HRB335鋼不大于5.5%,HRB400鋼不大于5%,HRB500鋼不大于4%。
4.2.2.5 鋼筋在調直除銹時,其冷拉率對HPB235鋼筋不宜大于4%,對HRB335、HRB400、HRB500鋼筋不宜大于1%。
4.2.2.6 架立圈應圓正平整,橢圓度及外徑公差應不大于1.5mm;架立圈接頭應重合焊接,并按規格堆放,不應混放。
4.2.3 預應力鋼筋骨架制作
4.2.3.1 預應力鋼筋的鐓頭強度應不低于該材料標準強度的95%;墩頭直徑一般為鋼筋直徑的1.5~1.8倍;鐓頭不應歪斜或有裂紋。
4.2.3.2 縱向受力鋼筋內側應設架立圈,架立圈間距不宜大于1000mm(配有非預應力主筋的部分預應力混凝土電桿不宜大于500mm),應與主筋垂直,并與預應力主筋綁扎固定。
4.2.3.3 鋼筋骨架在其全部長度范圍內均應配置螺旋筋。其間距:距兩端各1.5m之內的間距不宜大于70mm,其余部分間距均不宜大于120mm;或按設計圖紙配置。當采用手工纏繞時,綁扎螺旋筋應在主筋張緊處于設計位置上進行。
4.2.3.4 對于組裝預應力混凝土電桿,預應力鋼筋與法蘭盤連接處的鋼筋鐓頭不宜外露。
4.2.4 普通鋼筋骨架制作
4.2.4.1 主筋對焊接頭在500mm或不小于主筋直徑35倍的區間范圍內,接頭總截面積應不大于主筋總面積的25%;鋼筋骨架的接頭總面積應不大于主筋總截面積的50%;同一根主筋不宜設置兩個或兩個以上接頭。
4.2.4.2 架立圈間距不宜大于500mm,應用電弧焊與主筋焊接牢固并與主筋保持垂直。
4.2.4.3 螺旋筋間距:距兩端1.5m之內不宜大于70mm,其余部分間距均不宜大于120mm。當采用手工纏繞時,螺旋筋應用鐵絲與主筋綁扎或接觸焊固定;當采用機械纏繞時,兩端必須掛牢,且兩端應密纏1~2圈,或者按照設計圖紙配置。
4.2.4.4 用電弧焊焊接的鋼筋骨架,鋼板圈或法蘭盤應滿足下列要求:
a)鋼板圈的橢圓度應小于2mm、直徑允許誤差±2mm,外端面應車加工,坡口為30度,且均勻連續;
b)為防止焊接咬邊缺陷,不宜采用過大電流,焊接角度應準確,焊接縫隙應不超過鋼筋直徑或鋼板圈厚度的0.1倍;
c)主筋與鋼板圈或法蘭盤焊接時,HPB235鋼筋的搭接長度應不小于4倍鋼筋直徑,HRB335和HRB400鋼筋搭接長度應不小于5倍鋼筋直徑。焊縫寬度應不小于鋼筋直徑的0.6倍,焊縫厚度應不小于鋼筋直徑的0.35倍;
d)主筋應與鋼板圈或法蘭盤保持垂直,鋼筋骨架的中心線應與鋼板圈或法蘭盤端面垂直;
e)焊縫應平滑均勻無中斷現象,被熔過的金屬在焊縫上應呈魚鱗狀,無裂紋及氣泡;
f)主筋距鋼板圈或法蘭盤外端面的距離應不小于35mm。
4.2.4.5 為保證鋼筋骨架在混凝土環向截面上的設計位置,沿著鋼筋骨架縱向每隔1.5m在環向均勻放置四個水泥墊塊或塑料保護層定位卡,也可采取其它措施以保證設計混凝土保護層厚度。
4.2.4.6 在環境溫度低于-5℃條件下施焊時,焊接工藝應符合JGJ18的要求;當環境溫度低于-20℃時,不宜進行各種焊接。
4.2.5 鋼筋骨架堆放
4.2.5.1 鋼筋骨架堆放時,嚴禁拋擲和拖移,以免變形。
4.2.5.2 鋼筋骨架應分規格整齊堆放,焊接骨架的堆放層數;當桿長小于等于12m時,不宜超過四層;桿長大于12m時,不宜超過三層。
4.2.5.3 搬運鋼筋骨架,其受力點應為架立圈與主筋交叉處,當桿長小于等于12m時,起吊時受力點不宜少于2點;桿長大于12m時,不宜少于3點。
4.2.6 鋼筋骨架的使用
4.2.6.1 鋼筋骨架在使用時不應有變形、銹蝕、脫皮、松動、塌垮、油污及附雜物。
4.2.6.2 鋼筋骨架在冬季和雨天焊接時,未冷卻前嚴禁碰冰雪和雨水。
4.2.6.3 鋼筋骨架經檢驗合格并標識后方可使用。
4.3 混凝土配制
4.3.1 混凝土強度等級
預應力混凝土電桿和部分預應力混凝土電桿的混凝土強度等級不宜低于C50;鋼筋混凝土電桿的混凝土強度等級不宜低于C40。混凝土配合比設計應通過試驗確定。對在腐蝕環境下使用的電桿,其混凝土配合比設計時,除應考慮混凝土的工作性和強度外,還應充分考慮混凝土的耐久性要求。
4.3.2 配料
4.3.2.1 嚴格按規定的配合比配料,其原材料稱量誤差;水泥、水、外加劑應不大于±1%;砂、石應不大于±2%。稱量器具應定期檢驗,計量裝置稱量前應檢查,符合要求方能使用。宜采用計量精度高、性能穩定可靠的電子控制設備。
4.3.2.2 應隨氣侯變化測定砂、石的含水率及時調整配合比。
4.3.3 混凝土攪拌
4.3.3.1 宜采用強制式攪拌機,混凝土應攪拌均勻,摻加摻合料時攪拌時宜延長30s,攪拌制度應經試驗確定。
4.3.3.2 攪拌第一罐混凝土時,攪拌機應充分濕潤,并按配合比增加10%水泥用量。
4.3.3.3 混凝土混合物應即拌即用,最長停放時間:當室溫在20℃以下時,不宜超過1h;當室溫在20℃以上時,不宜超過45min,混凝土坍落度宜控制在3cm~6cm。
4.3.3.4 夏季攪拌時,水泥溫度不應高于60℃,砂、石溫度不應高于35℃,并應適當加大混凝土的坍落度。
4.3.3.5 當環境溫度低于5℃攪拌時,宜采用40℃~60℃的熱水,砂、石中不應含有冰塊,且砂、石料應采取預熱措施,并宜延長攪拌時間1min;水泥不應直接加熱,使用前宜運入暖棚內存放。
4.4 清模、裝模
4.4.1 電桿鋼模應符合JC/T 364的技術要求。在調整好的電桿離心機上試模,不應有明顯的跳動和異常的響聲。
4.4.2 鋼模投入使用前應在模體內作產品永久標識,其位置:梢徑(或直徑)大于或等于190mm的電桿,宜標在距根端3.5m處,梢徑小于190mm的電桿,宜標在距根端3.0m處。在用鋼模均應分規格編號。
4.4.3 鋼模應清理干凈,合口螺栓及定位銷應齊全完好。
4.4.4 鋼模內壁及合縫口處應均勻涂刷脫模劑,嚴禁脫模劑在模底堆積和流淌;張拉頭、掛筋板、保護層擋漿圈、錨固盤等均應清理干凈并涂刷脫模劑。
4.4.5 脫模劑可選用油脂、乳化油脂、松香皂類等。其基本要求為不粘和不污染電桿表面,成膜性好,易涂刷,與鋼模的附著力強。
4.4.6 應根據電桿的規格、配筋選擇張拉頭、掛筋板、保護層擋漿圈、錨固盤等。
4.4.7 鋼筋骨架入模時應輕起輕放。模內的鋼筋骨架必須保證在混凝土中的設計位置,鋼筋骨架不應扭曲,兩端鋼板圈或張拉頭、掛筋板應與鋼模緊貼;對主筋、螺旋筋、架立圈、預埋件的位置必須檢查校正,對帶孔預埋件與桿表面接口部位應用宜清理的填塞物塞住,防止預留孔被混凝土堵塞。
4.4.8 預應力混凝土電桿預張拉時,張拉力嚴禁過大,其力度以用手指在鋼模中部位置能將相鄰兩根鋼筋并攏為宜。
4.4.9 布料時,模具溫度不宜超過45℃。
4.4.10 布料應連續,并控制速度,對錐形電桿:在距梢端1.5m內應填滿搗實混凝土,在距根端0.5m內應適當少布或不布混凝土;對等徑電桿:在距兩端0.5m內應適當少布或不布混凝土。
4.4.11 布料后,應將上、下鋼模合縫處清理干凈,并加上防漏漿墊條方可合模,在確認上下模對齊無錯口后,由中間向兩端或由一端向另一端兩側同步緊固合口螺栓。
4.4.12 不應使用含有雜物或初凝后的混凝土。
4.4.13 夏季生產時,混凝土溫度不宜高于35℃;冬季生產時,混凝土溫度不宜低于5℃。
4.5 預應力鋼筋張拉
4.5.1 張拉預應力鋼筋所用的各種機具設備及儀表,應定期維護和校驗,校驗期不宜超過六個月,長期未使用者,使用前應全面進行檢驗。
4.5.2 張拉預應力鋼筋所用的各種機具及儀表,應由專人操作和維護。張拉機油缸必須有銘牌,技術參數清晰。
4.5.3 當張拉過程中發生斷筋頻次過高、張拉機具設備漏油嚴重、油壓表指針不能回零、張拉機不能保壓和更換油壓表時,應重新校驗儀表和檢查張拉機具。
4.5.4 張拉控制應力應符合下列要求:
a)鋼棒Ocon不大于0.7fptk;
b)碳素鋼絲、螺旋肋鋼絲Ocon不大于0.75fptk;
c)低預應力度的部分預應力混凝土電桿,預應力鋼筋的最低張拉控制應力應不低于0.4fptk。
4.5.5 張拉機頭中心應對準鋼模軸心后開始張拉。為減少預應力損失,可采用超張拉,最大張拉控制應力值不應大于GB 50010的規定。
4.5.6 實際張拉值與設計張拉值的允許偏差應控制在±3%之內。
4.5.7 在張拉過程中,當出現預應力筋的實際伸長值與理念伸長值相差10%以上時,應及時檢查其原因。
4.5.8 張拉后的質量要求:
a)張拉盤、掛筋板、法蘭盤或鋼板圈的傾斜不應超過2mm;
b)張拉盤的支承錨固點不應少于2處,并應等分設置,支承穩定后才能撤出張拉機;
c)張拉后不應有斷筋。
4.6 離心成型
4.6.1 離心機應符合JC/T 822的技術要求。
4.6.2 離心機的性能要整體性好、堅固耐久、運轉平穩,并應滿足工藝設計的轉速要求。
4.6.3 離心轉速分慢、中、快三級,離心時間可根據電桿規格、離心機的轉速、混凝土分布均勻程度和脫水密實等情況,通過理論計算與實際試驗而確定。離心成型工藝制度可參考表2的規定。

4.6.4 梢端混凝土發生串動而產生缺料時,可在中速階段填補相同配比的混凝土,在停車前3min不應再補料。
4.6.5 離心完畢,應將桿內余漿傾倒干凈,沖洗鋼板圈或法蘭盤,有缺陷時,應立即修整。
4.6.6 離心成型后的電桿,起吊運輸時應輕起輕落,嚴禁碰撞。
4.7 養護及脫模
4.7.1 為保證產品質量和節省能源,蒸養方式宜采用節能養護窯,不宜用直通式養護。
4.7.2 蒸汽養護分靜停、升溫、恒溫、降溫四個階段,根據不同季節、不同材料、不同工藝裝備由試驗室確定合理的養護制度。
4.7.3 蒸汽養護時,升、降溫速度宜為20℃/h~30℃/h,恒溫溫度:硅酸鹽水泥和普通硅酸鹽水泥不宜大于90℃;礦渣硅酸鹽水泥不宜大于95℃。
4.7.4 養護時每隔0.5h~1h應測溫一次,并根據需要調整供氣量。
4.7.5 脫模強度:混凝土電桿脫模強度不宜低于混凝土設計強度的70%。
4.7.6 預應力鋼筋宜采用整體放張應力工藝,當單根放張時,應對稱進行。
4.7.7 脫模后應找出預埋件,打通預留孔,切除伸出端面的預應力鋼筋頭,并在切除處涂上防銹涂料。
4.7.8 電桿脫模時,應在同一平面上放置軟墊層,脫模后的電桿應按標準規定注明臨時標志,轉入堆場保養。當氣溫在10℃以上時,電桿宜在水池中養護或灑水保濕養護,以保證混凝土的強度能正常增長。
4.8 檢驗、修補和標識
4.8.1 檢驗
4.8.1.1 企業應建立滿足生產要求的試驗室,并配備相應的檢驗儀器、設備、人員。
4.8.1.2 對原材料應進行進廠復檢,根據相應標準檢驗合格后方可使用。
4.8.1.3 每天拌制的同配合比混凝土,取樣不應少于一次,每次制作2組試塊,一組檢驗脫模強度,一組用于評定混凝土強度;同時測定混凝土坍落度。
4.8.1.4 成品按GB/T 4623標準規定進行外觀、幾何尺寸和力學性能檢驗。
4.8.2 產品修補
4.8.2.1 修補材料可用:混凝土或水泥砂漿、乳膠砂漿、無毒樹脂和無毒樹脂砂漿。
4.8.2.2 修襯前應清除有缺陷的混凝土和砂漿,清除油污,以利于與原混凝土和砂漿面的結合。修補用的水泥與生產電桿用的水泥品種要相同。
4.8.2.3 修補的部位,應根據修襯材料品種采用相應的養護方法,以利修補材料的粘結與固化,確何修補質量。
4.8.3 標識
凡檢驗合格的產品,應按照GB/T 4623標準要求,在桿身外表面上標明:品種、規格 、荷載級別、商標、廠名和生產日期等內容。
5 運輸和貯存
5.1 運輸
5.1.1 電桿起吊運輸時,應采用兩支點法,裝卸起吊應輕起輕放,嚴禁拋擲、碰撞或自由滾落。
5.1.2 電桿運輸過程中,每次吊運根數:梢徑大于等于170mm的電桿不宜超過2根,梢徑等于或小于150mm的電桿不宜超過4根。
5.2 貯存
產品堆放場地應平整夯實,產品按生產日期、規格、型號、等級分別堆放。宜實行先入先出的原則。
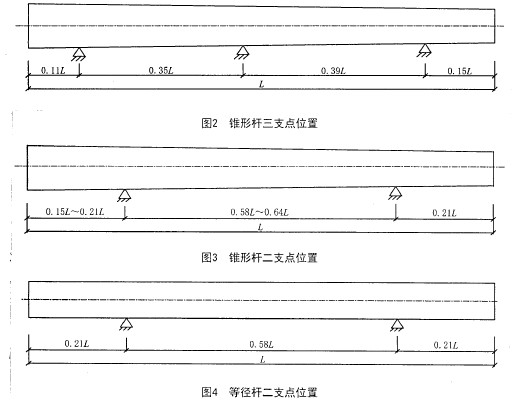
5.2.1 堆放支點:桿長小于12m,采用兩支點;桿長大于等于12m,宜采用三支點支承。電桿支點位置見圖2、圖3、圖4。
5.2.2 堆放層數:梢徑大于等于270mm或直徑大于等于400mm的電桿,堆放層數不宜超過四層;梢徑小于270mm和直徑小于400mm的電桿,堆放層數不宜超過六層。
5.2.3 產品堆放時層與層之間應用支墊物隔開,每層支承點在同一平面上,各層支墊物位置在同一垂直線上。
5.2.4 電桿出廠前外露鋼筋應切除。梢端應用混凝土封實,鋼板圈、法蘭盤及根端預應力鋼筋頭要進行防腐處理。如有特殊要求,另行處理。


 電子營業執照 網站建設:國風網絡
電子營業執照 網站建設:國風網絡 

